
USER MANUAL
High Pressure Coolant
HSM Jet Spindle TJS-HPC

HPC HSM Jet Spindle2
CONTENTS
FCC Compliance Statement 4
1. General 5
1.1 Safety First 5
1.2 Statement of Conformity 6
1.3 Introduction 7
1.4 Case Contents 7
1.5 Main Features 8
1.5.1 Wireless Rotation Speed Display 8
1.5.2 Mounting System to CNC Spindle 10
1.5.3 Shaft Lock for Tool Clamping 10
1.5.4 Integrated Coolant Nozzle System 11
1.5.5 Tool Clamping 11
2. Installation 12
2.1 Battery Installation Wireless RPM Transmitter 12
2.2.1 Prerequisite for Display Installation 12
2.2.2 Display Installation Workspace 12
2.2.3 Connect HSM Jet Spindle to Display 13
2.2.4 Display Screens 14
2.2.5 Disconnect HSM Jet Spindle from Display 17
2.3 HSM Jet Spindle 18
2.3.1 Prerequisites for CNC Machine 18
2.3.2 HSM Jet Spindle Installation to CNC Machine 18
2.3.3 Placement of HSM Jet Spindle in Toolholder 19
2.3.4 Tool Prerequisites 20
2.3.5 Tool Installation for the HSM Jet Spindle 21
2.3.7 Follow the 10% Rule 23
2.3.8 Recommended Cutting Conditions 24

HPC HSM Jet Spindle 3
3. Maintenance 25
3.1 Periodic Maintenance 25
3.2 Battery Change on RPM Transmitter 25
3.3 Recommended Operating Environment 25
3.4 Spindle Storage 25
3.4.1 Spindle Pre-Storage 25
3.4.2 Recommended Storage Conditions 25
4. Working with the HSM Jet Spindle 26
4.1 Recalculation of Table Feed for HSM Jet Spindle 26
4.1.1 Existing Machining Process 27
4.1.2 New Machining Process 27
5. Troubleshooting 28
5.1 Display Messages 28
5.2 Spindle Shaft Does Not Rotate or RPM Not Corresponding To Coolant Pressure 28
5.3 Spindle Not Used Within the Past Month 28
6. New Unit Warranty Summary 29
6.1 Repaired/Refurbished Unit Warranty Summary 30
6.2 Activating Warranty Frame 31
6.3 Customer Service After Purchase 31

HPC HSM Jet Spindle4
FCC Compliance Statement
This device has been tested and found to comply with the limits for a Class A digital device,
pursuant to Part 15 of the FCC Rules. These limits are designed to provide reasonable protection
against harmful interference in residential installations. This equipment generates uses and can
radiate radio frequency energy and, if not installed and used in accordance with the instructions,
may cause harmful interference to radio and television reception.
However, there is no guarantee that interference will not occur in a particular installation. If this
device does cause such interference, which can be veried by turning the device off and on, the
user is encouraged to eliminate the interference by one or more of the following measures:
• Re-orient or re-locate the receiving antenna.
• Increase the distance between the device and the receiver.
• Connect the device to an outlet on a circuit different from the one that supplies power to the
receiver.
• Consult the dealer or an experienced radio/TV technician.
WARNING! Changes or modications to this unit not expressly approved by the party
responsible for compliance could void the user’s authority to operate the equipment.
This device complies with FCC Rules Part 15:
Operation is subject to two conditions:
1. This device may not cause harmful interference.
2. This device must accept any interference that may be received or that may cause undesired operation.
To comply with FCC Section 1.310 for human exposure to radio frequency electromagnetic
elds, implement the following instruction:
A distance of at least 20 cm between the equipment and all persons should be maintained during
the operationof the equipment.

HPC HSM Jet Spindle 5
1. General
1.1 Safety First
Read the Manual
Safety of the operator is a main concern. This equipment is as safe as we are able to make it.
Avoid accidents by reading the safety alerts, investing a few seconds of thought and a careful
approach to handling equipment. You, the operator, can avoid many accidents by observing
the following precautions. Review the safety instructions of the manufacturer, suppler, owner
and all organizations responsible for the prevention of accidents.
Ensure the Following:
The work area and the area around the CNC machine are free of obstacles. The work area is
properly lit. This equipment is operated only by a responsible adult trained in this operation
This equipment is not operated by a person under the inuence of drugs or alcohol This
equipment is not operated by a person with any illness or physical condition that might reduce
reexes or awareness and increase exposure to risk. Before starting any kind of work, install all
of the safety devices prescribed by the builder of the machine or power tool.
Warning: Rotating Tools, Entanglement Hazard
To avoid risks associated with the use of rotating tools it is strongly recommended to use the
utmost caution and concentration when working.
Warning: Rotating Tools, Cut or Severe Hazard
Always wear correctly sized gloves that allow the sensitivity necessary to operate the tool
correctly and give adequate protection in the event of the blade being touched during use.
Warning:
Always use safety glasses or protective screens to protect your eyes.
Only install tools in perfect condition that are recommended for the material to be worked and
that are suitable for the type of machine used. Do not use cracked or deformed tools. Check
that the balancing, keying and centering of rotary tools are carried out correctly. Secure the
tool correctly using the proper tightening and adjustment devices. Remove all tightening
and adjustment devices before use. Check that the tool rotates in the correct direction. Never
exceed the limits of a piece of machinery. If its ability to do a job or to do so safely is in question
- DON’T TRY IT.

HPC HSM Jet Spindle6
1.2 Statement of Conformity
The HSM Jet Spindle meets the following standards:
European Standards (CE)
• EMC: EN 301489-1/17
• Radio: EN 300328 V 1.8.1
• Safety: EN 61010-1:2010
American Standards (UL)
• EMC: FCC Part 15 B
• Radio: FCC Part 15 C
• Safety: UL 61010-1
International Standards
• Safety: IEC 61010-1:2010

HPC HSM Jet Spindle 7
1.3 Introduction
The HPC model of the HSM Jet Spindle family, is a robust High Speed spindle designed for CNC
machines using high pressure coolant pumps. It is driven by the CNC machine spindle’s coolant-
through-ow, at a minimum pressure of 15 bar.
The HSM Jet Spindle does not require any special installation, aside from mounting onto the
machine spindle. It operates as any other standard toolholder in the tool magazine using ATC.
1.4 Case Contents
The HPC Jet Spindle The wireless RPM display
Fig. 3. Shaft lock at key and wrench
Fig. 1. Spindle case contents
1. TJS HPC Spindle
2. Nut ER11 GHS
3. Wrench ER11 SMS
4. Shaft Lock Flat Key
5. Allen key - Hexagonal 2.0 mm
6. Battery - Lithium metal non-
rechargeable, CR2 type
Fig. 2. Display case contents
1. TSD - wireless RPM display
2. AC/DC 5V transformer
* For USA/Japan: Include EU to US/Japan
AC adapter plug

HPC HSM Jet Spindle8
1.5 Main Features
The HPC Jet Spindle system uses the machine’s existing coolant or cutting uid supply as a
pressurized energy source (15 to 70 bar), rotating a turbine in the range of 25K - 45K RPMs.
It offers an ideal solution for a wide range of semi-nishing and nishing applications such as
milling, drilling, thread-milling, engraving, chamfering, deburring, ne radial grinding and more.
The Jet Spindle is equipped with real-time wireless RPM transmitting and monitoring; to optimize
cutting conditions.
Operating Parameters TJS HPC Data
Operating range of coolant pressure (bar) 15 - 70
Operating range coolant ow rate (L/min) 16 - 20
Optimum cutting tool diameter (mm) 0.1 - 4.0
Cutting tool range for Milling applications (Ø mm) 0.1 - 4.0
Cutting tool range for Drilling applications (Ø mm) 0.1 - 3.0
Adaptor models currently available ER32, HSK-A63, BT40, ST20, C6, CAT40
Fig.4.Spindle Operating Data
* Notes:
• Rotational spindle speed is based on coolant pressure and ow rate.
• Coolant pressure is measured from the spindle inlet.
1.5.1 Wireless Rotation Speed Display
Fig. 5. HSM Jet Spindle wireless transmitter and display
The HSM Jet Spindle is equipped with an integrated wireless display system, allowing real-time
monitoring of the rotation speed during machining. The spindle housing is tted with a wireless
transmitter that sends RPM data to the display unit (receiver) mounted outside of the machine.
The receiver is powered by a 5V DC universal AC/DC power adapter connected to either a 220V
AC or 110V AC power source.
The transmitter is powered by a non-rechargeable CR2 lithium battery.

HPC HSM Jet Spindle 9
Display Information
Fig. 6. Wireless RPM display main view
• 2.4 GHz radio frequency transmission.
• Direct wireless rotational speed monitoring, range up to 10 m.
• Externally powered receiver display.
• Connection up to 127 tools. Displays information from only one operating unit.
• Internal battery-powered transmitter unit.
• Individual ID number for each transmitter unit.
Fig. 7. Wireless RPM display mounting options
RPM
Transmitter
Unit
UNIT ID #
SPINDLE DISPLAY MONITOR
Signal
Strength
Spindle
Speed RPMs
LCD
Screen
Transmitter
Battery Level
Power Switch
ON/OFF
DC Power
Socket
Transmitter
ID #
Function Buttons
RPM Wireless
Transmitter
Detection Side

HPC HSM Jet Spindle10
1.5.2 Mounting System to CNC Machine Spindle
The HSM Jet Spindle is available with several mounting adaptation options:
• ER32 collet chuck with a special tightening nut, suitable for all standard toolholders with an
ER32 adaptation.
• Integral options for various other adaptations are available upon request.
Fig. 8. HSM Jet Spindle with mounting adaptation options (for Illustration purposes only)
1.5.3 Shaft Lock for Tool Clamping
The shaft lock mechanism provides a simple, easy way to change the cutting tool on the HSM Jet
Spindle. For complete tool mounting instructions, see page 21.
Fig. 9. HSM Jet Spindle shaft lock mechanism

HPC HSM Jet Spindle 11
1.5.4 Integrated Coolant Nozzle System
Integrated coolant nozzle system provides direct jet coolant application for fast, powerful cooling
and effective chip evacuation.
Fig. 10. Integrated coolant nozzle system
1.5.5 Tool Clamping
The HSM Jet Spindle is compatible with ER11 collet chuck. It is recommended to use high-
precision ER 11 spring collets.
When longer overhang is required, 10 and 25mm length ER11 thermal shrink collets are available.
Fig. 11. Overhang solution types

HPC HSM Jet Spindle12
2. Installation
2.1 Battery Installation Wireless RPM Transmitter
Install battery into the RPM transmitter:
1. Unscrew the 4 battery case cover screws using
a hexagonal 2 mm Allen key.
2. Remove the case cover.
3. Make sure the O-ring inside the cover is seated well,
and is intact.
4. Insert the CR2 lithium battery in the correct direction.
5. Replace the battery case cover.
6. Replace the 4 screws to secure the battery case cover.
7. The transmitter is ready for operation.
2.2 Display
HSM Jet Spindle is equipped with an integrated wireless display unit, allowing real-time monitoring
of the rotating speed during machining.
2.2.1 Prerequisite for Display Installation
Make sure that the following prerequisites are met:
1. Electrical power: 220/110V AC, standard socket.
2. Distance from HSM Jet Spindle to display unit: no more than 10 m.
3. Create space for the display unit to provide close-up and unobstructed viewing.
2.2.2 Display Installation Workspace
1. Mount the display onto a metallic surface using the magnet on the back, or place on a at and
level surface.
2. Connect the display to an AC socket.
3. Switch the display ON.
Fig. 13. Switch display ON
RPM
Wireless
Transmitter
Detection
Side
ON
Fig. 12. Battery case opening

HPC HSM Jet Spindle 13
2.2.3 Connect HSM Jet Spindle to Display
The display and the HSM Jet Spindle must be connected (paired)immediately after inserting
transmitter battery. Each transmitter unit has an individual ID number.
How to connect the HSM Jet Spindle to the display:
1. Make sure the display is ON.
2. Press ‘CONNECT‘ on the display panel, and then slide the transmitter (assembled on the HSM
Jet Spindle) across the left side (detection side) of the display unit, as shown below.
Fig. 13a. Press ‘Connect’ button on
the display
Fig. 14. Multiple spindle connection: Up to 127 Jet Spindles
can be connected to one display (only one working spindle
is live, the rest are on standby)
Fig. 13b. Slide transmitter across
‘detection side’ of the display
HPC HSM Jet Spindle14
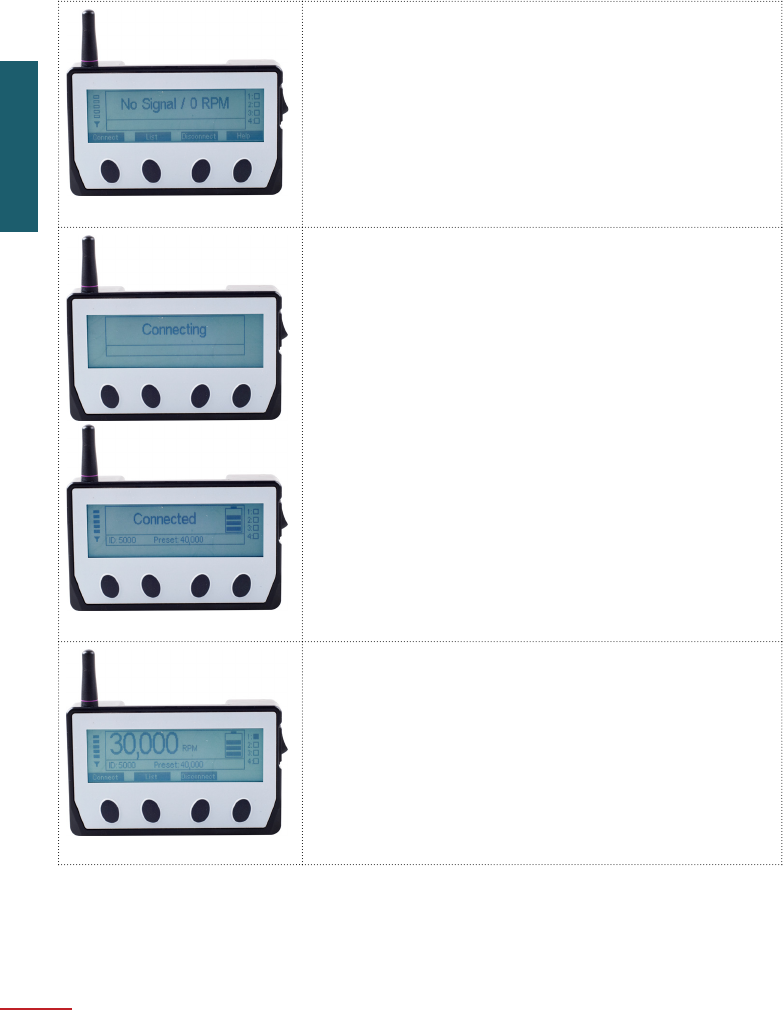
2.2.4 Display Screens
Fig. 15. NO SIGNAL displayed
When turned on, NO SIGNAL / 0 RPM screen will appear.
Fig. 16. Connection screens
While connecting the HSM Jet Spindle you will see CONNECTING
displayed, then <device ID> CONNECTED - notice that the
battery level of the HSM Jet Spindle is shown. Make sure
<device ID> on connected screen corresponds to ID # signed on
to the RPM transmitter unit.
Fig. 17. Main display screen
The main display screen shows the HSM Jet Spindle currently
operating. The HSM Jet Spindle ID number, rotation speed, and
battery level appear.

HPC HSM Jet Spindle 15
Fig. 18. List of connected Jet
Spindles to the display
To view a list of all Jet Spindles connected to the display, press
the “List” button.
Fig. 19. Disconnected display
Note: Disconnected feature will turn OFF internal battery
consumption in the transmitter unit.
Fig. 20. Multiple Signal screen
If the display detects more than one Jet Spindle is connected at
the same time, a “MULTIPLE SIGNAL” is shown.
Fig. 21. Disconnection list on Mul-
tiple Signal screen
Select “List” to select the device for disconnection.

HPC HSM Jet Spindle16
Fig. 22. Disconnect all sensors
screens
The display can be cleared from all connected Jet Spindles, or a
list of previously connected devices can be viewed.
Fig. 23. Connection failed screen
Fig. 24. Disconnect failed screen
If for any reason either the Connect / Disconnect
procedure is not successful, a message is shown. Refer to
page 27: Troubleshooting.
Fig. 25. Low battery screen
If the battery of the HSM Jet Spindle currently in operation is
running low, the following warning is shown - see page 27 for
troubleshooting.

HPC HSM Jet Spindle 17
Fig. 26. Low RPM screen
If the HSM Jet Spindle is not rotating fast enough, the “LOW
RPM” alert is shown.
Fig. 27. High RPM screen
If the HSM Jet Spindle is rotating too fast, the “HIGH RPM” alert
is shown.
2.2.5 Disconnect HSM Jet Spindle from Display
1. Make sure the display is ON.
2. Press ‘DISCONNECT ‘ on the display panel, then slide the transmitter (assembled on the HSM
Jet Spindle) across the left side (detection side) of the display unit, as shown in the picture.
While disconnecting the HSM Jet Spindle you will see the “Disconnecting” screen.
“<device ID> disconnected screen” - notice that the battery level of the HSM Jet Spindle is shown.
Make sure the <device ID> on disconnected screen corresponds to the ID # signed on to the RPM
transmitter unit.

HPC HSM Jet Spindle18
2.3 HSM Jet Spindle
2.3.1 Prerequisites for CNC Machine
1. Coolant ow through the main CNC machine spindle.
2. Min. coolant pressure, at main spindle outlet: 15 bar (200 psi).
3. Max. coolant pressure, at main spindle outlet: 70 bar (1000 psi).
4. Minimum ow rate: 10 L/min (2.64 Gal/min.).
5. Filter element: Max. 100 µm.
6. Active mist collector.
7. With emulsion coolant, use an anti-foaming agent additive suitable for emulsion.
8. With oil based coolant, high pressure increases the amount of oil fumes:
a. Use appropriate means of re protection and re extinguishing.
b. Use anti-dissolution additive suitable for the oil.
2.3.2 HSM Jet Spindle Installation to CNC Machine
Fig. 28. HPC Jet Spindle on CNC machine
When the HSM Jet Spindle is mounted on the machine, the CNC machine spindle should be
stationary, except for tool check procedure or Z-offset measurement. In these cases, tool rotation
must not exceed 3,000 RPMs to avoid risk of breakage/injury.
To avoid CNC machine spindle rotation during the HSM Jet Spindle operation, use the correct
software M-code to lock the spindle orientation.
For example: “M19” code locks the spindle in a dened angle position.

HPC HSM Jet Spindle 19
2.3.3 Placement of HSM Jet Spindle in Toolholder
Caution: Deviation from these steps may lead to locking of the tightening nut to the HSM
Jet Spindle.
The HSM Jet Spindle only operates with a toolholder that has a coolant through channel.
To secure the HSM Jet Spindle in a toolholder: See steps in Figure 29.
Fig. 29. Placement of HSM Jet Spindle in toolholder
1. Use a standard toolholder with ER32 collet chuck.
2. Loosen the HSM Jet Spindle tightening nut 1.5 turns.
3. Insert built-in ER32 taper shank into ER32 collet chuck until the HSM Jet Spindle tightening nut
will be placed on the toolholder.
4. Fasten the HSM Jet Spindle tightening nut onto the toolholder, without turning the Jet Spindle
relative to the nut.
5. Fasten the HSM Jet Spindle tightening nut, to clamp the HSM Jet Spindle and the toolholder
together with an ER 32 spanner. Use hand force only.
WARNING! Using an automatic machine for locking, may cause damage to the Jet Spindle.
A
C
B
D

HPC HSM Jet Spindle20
Fig. 30. Example of toolholder with a coolant-through hole
Fig. 31. HSM Jet Spindle holding ER32 collet chuck
2.3.4 Tool Prerequisites
HSM Jet Spindles are used in applications with tool shank diameters up to 7 mm.
HSM Jet Spindle Parameters HPC Data
Operating range coolant pressure [bar] 15 - 70
Operating range coolant ow rate [L/min] 16 - 20
Rotational spindle speed [Krpm]* 20 - 45
Optimum cutting tool diameter [mm]
Drilling 0.1 - 3.0
Milling 0.1 - 4.0
* Notes:
• Rotational spindle speed is based on coolant pressure and ow rate.
• Coolant pressure is measured from the spindle inlet.

HPC HSM Jet Spindle 21
2.3.5 Tool Installation for the HSM Jet Spindle
First assemble the ER 11 collet and tool.
1. Insert nut for tightening. Align at sides of the shaft with the positioning slot on the spindle cover.
2. Position shaft lock at key over the nut. Raised button ts into the positioning slot underneath.
3. Slide shaft lock at key to secure it in place.
4. Insert ER11 wrench into the grooves on the Nut.
Turn ER11 wrench clockwise to tighten.
To Remove a Tool:
• Slide the shaft lock at key to unlock.
• Insert the wrench and turn counterclockwise to loosen the nut (this may take a few turns).
• Keep the shaft lock in the secure position if you wish to insert a new tool.
Fig. 32. Insert nut Fig. 33. Position key over nut Fig. 34. Slide key into place
Fig. 35. Insert wrench into slots on nut – turn clockwise
1
4
2 3

HPC HSM Jet Spindle22
2.3.6 Tool Clamping and Runout Check (Recommendations)
The HSM Jet Spindle is designed to perform high speed operations with small diameter cutting
tools for very accurate machining.
It is very important to properly perform the instructions related to cutting tool setup, correct
clamping procedure and tool runout.
Standard clamping tools, such as ER11 spring collets and standard clamping accessories are used
on the HSM Jet Spindle.
To get a minimum runout value use ER11 SPR...AA or AAA spring collects with exact hole size.
According to ISO 15488, the collet runout tolerances should be checked as shown in the image.
Fig. 36. Optical runout testing Fig. 37. Manual runout testing
• HSM Jet Spindle body must remain static.
• Runout Is measured by rotating the shaft manually, or running an air supply through the
machine spindle.

HPC HSM Jet Spindle 23
2.3.7 Follow the 10% Rule
As the cutting tool enters the work piece, RPMs will be reduced due to load. The Jet Spindle RPM
value when working should not drop more than 10% of the RPM value registered at ‘idle speed’.
To Register Idle Speed:
1. Mount the HPC Jet Spindle on the machine with cutting tool installed.
2. Turn on uid pressure and note RPMs on the display monitor.
Example:
Improper conditions HPC Jet
• Spindle: TJS HPC ER32
• Application: Milling/Slotting
• Material: DIN ST 52-3
• Cutting tool: End Mill Ø2.0 mm (Ø.079”)
• No. of teeth: Z = 2
• Cutting conditions:
•Ae – cutting width = 2.0mm (.079”)
•Ap – depth of cut = 0.5mm (.02” )
•fz = 0.012mm/tooth (.0005” /tooth)
•Vc = 250m/min (820 SFM)
• N – Idle: 37,000 RPM
• RPM during machining: 29,600 RPM spindle overload!
In the improper example, following the 10% rule means that RPMs during machining should be
a minimum of 33,300 RPM, however RPMs are only 29,600. Therefore load on the tool should be
reduced by decreasing the cutting parameters; depth of cut (ap) and feed (Fz) should be lessened.

HPC HSM Jet Spindle24
2.3.8 Recommended Cutting Conditions
• Monitoring RPMs during Jet Spindle operation is critical, to ensure optimum machining
conditions and to avoid damage.
• Cutting speed may be inuenced by material hardness, work piece topography and/or cutting
tool geometry. Refer to cutting tool manufacturer’s documentation.
• Dramatic uctuations of RPMS during Jet Spindle operation can indicate problems such as
inadequate coolant pressure or a broken cutting tool.
Jet Spindle Operating Guidelines
Cutting Conditions:
1. Monitoring RPMs during HPC Jet Spindle operation is critical to ensure optimum
machining conditions and to avoid damage.
2. Cutting speed may be inuenced by material hardness, work piece topography and
/or cutting tool geometry.
3. Dramatic RPM uctuations during HPC Jet Spindle operation may indicate
insufcient coolant pressure or a broken cutting tool.
Operating guideline tables for shoulder milling and slot milling operations using cutting
tool diameters of 2.0, 3.0 and 4.0 mm, are available on the Colibri Spindles website:
www.colibrispindles.com/product-literature/

HPC HSM Jet Spindle 25
3. Maintenance
3.1 Periodic Maintenance
The HSM Jet Spindle is free from periodic maintenance.
3.2 Battery Change on RPM Transmitter
The battery in the RPM transmitter mounted on the HSM Jet Spindle will lose power over time.
To change the battery, please proceed as in chapter 2 (Installation p.11).
3.3 Recommended Operating Environment
• Temperature range: 15-30° C.
• Max. altitude: 2000 m.
3.4 Spindle Storage
3.4.1 Spindle Pre-Storage
Before storing the HSM Jet Spindle:
• Clean the HSM Jet Spindle by air blowing for 10-15 seconds.
• Max. air pressure for cleaning (2 bar/30 psi) – DO NOT EXCEED 50,000 RPM.
• Disconnect the HSM Jet Spindle from the display device.
• Place the HSM Jet Spindle back in its case.
3.4.2 Recommended Storage Conditions
The HSM Jet Spindle should be stored to meet the following conditions:
• Sheltered from possible adverse weather conditions.
• Ideal Storage Temperature Range: 15° C to 27° C.
• Humidity Range: 30% to 60% relative humidity (RH).
WARNING! It is strictly prohibited immerse the HSM Jet Spindle in a uid bath.
Clean external adaptor and ER11 nut using alcohol and treatment with oil.
Clean internal shaft using air pressure only.
Any damage caused by one of the above “Warnings” will not be covered by the warranty.
HPC HSM Jet Spindle26
4. Working with the HSM Jet Spindle
WARNING! Use the utmost caution when working with rotating tools.
The HSM Jet Spindle enables optimal cutting speed conditions for small diameter, solid carbide
tools requiring high RPMs.
The Jet Spindle rotates at its rated speed when idle. When the cutting tool enters the work piece, it
is expected that the rotation speed might slow down by several thousand RPM.
If the HSM Jet Spindle rotation speed drops by more than several thousand RPM, when the cutting
tool enters the work piece: refer to the 10% Rule (section 2.3.7) to adjust cutting parameters
accordingly.
Recommended Cutting Tool Parameters
HSM Jet Spindle Operating Data Model: HPC
Operating range of coolant pressure [bar] 15 - 70
Operating range of coolant ow rate [l/min] 16 - 20
Rotational spindle speed [Krpm]* 20 - 45
Optimum cutting tool diameter [mm]
Drilling 0.1 - 3.0
Milling 0.1 – 4.0
Maximum tool shank diameter [mm] 7.0
In order to take advantage of high speed machining, minimize cutting forces and reduce wear, tool
diameter should be selected according to the spindle speed (when possible).
• Always select the smallest tool diameter, according to the application requirements.
• Always select cutting tools in grades that are suitable for high speed machining.
4.1 Recalculation of Table Feed for HSM Jet Spindle
There are two calculation methods for table feed F [mm / min], with the HSM Jet Spindle:
• Existing machining process (transition from machining with a machine spindle to an HSM
Jet Spindle).
• New machining process.

HPC HSM Jet Spindle 27
4.1.1 Existing Machining Process
The feed per tooth fz remains constant while the table feed F increases in proportion to the HSM Jet
Spindle rotation speed.
The feed per tooth fz should remain constant while the table feed F changes.
Calculate the table feed F [mm/min] according to the following formula:
• F ≈ Ratio x F current
• F - New table feed
• Ratio - Ratio between the machine spindle speed and HSM Jet Spindle speed, (new speed divided
by the current speed).
• F Current - Current table feed with original machine spindle.
Example:
If using a machine spindle at 8,000 rpm, with a table feed of 160 [mm/min], and the HSM Jet Spindle
set to 30,000 rpm, then the new recommended table feed is as follows:
• New table feed = 30,000/8,000 x 160 = 3.75 x 160 = 600 [mm/min].
• In this example, the new table feed should be 600 [mm/min].
4.1.2 New Machining Process
Calculate the table speed, F [mm/min], according to the formula: F = n x z x fz
• Rotation speed – n [rpm] rotation speed for table speed calculation, can be determined only after
reading the actual rotation speed obtained when the tool has engaged the material.
• Number of teeth – z.
• Feed per tooth – fz [mm/tooth] , select according to tool vendor’s recommendations, taking into
consideration the machining material, application and the tool geometry.
Note:
First trial for both machining processes: It is recommended to increase table feed gradually.

HPC HSM Jet Spindle28
5. Troubleshooting
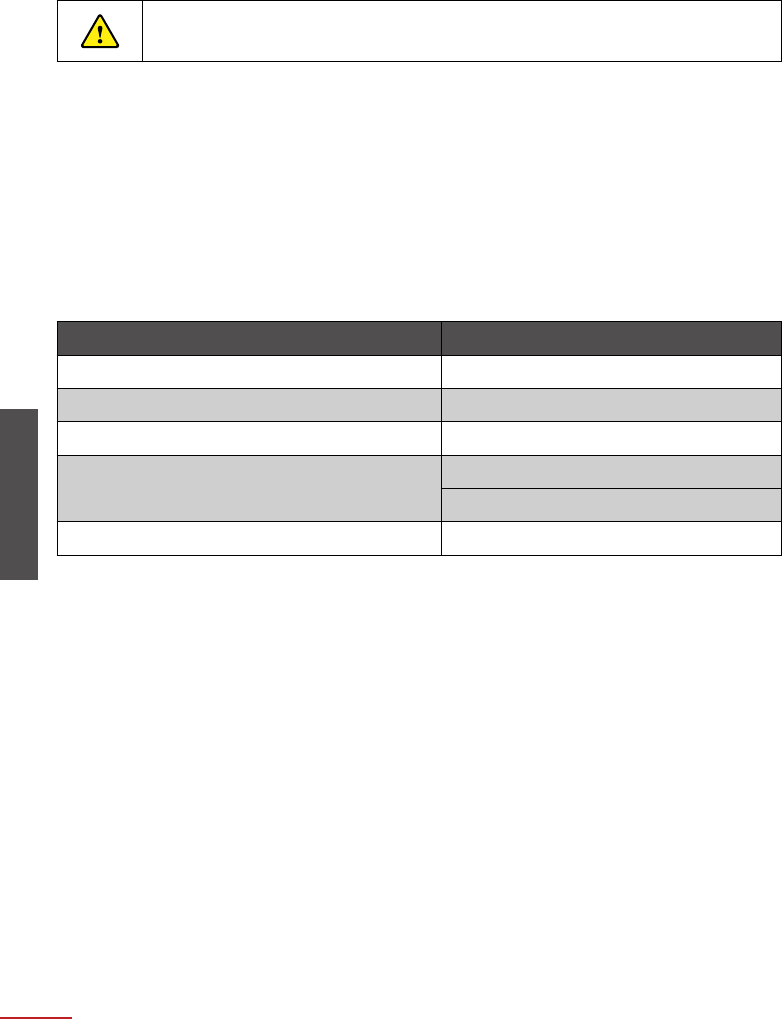
5.1 Display Messages
Display Message Indication Action Required
NO SIGNAL
Jet Spindle connected is NOT
within operating range
If no Jet Spindle operational - no action required.
If Jet Spindle is operating - wait 10 sec.
If message persists, disconnect and reconnect.
MULTIPLE
SIGNAL
More than one spindle is
working simultaneously
Press LIST button, then disconnect one of the
Jet Spindles
LOW RPM
Jet Spindle is rotating
too slowly
Check: Jet Spindle, coolant pressure, and
cutting parameters
HIGH RPM Jet Spindle is rotating too fast Check: Jet Spindle and coolant pressure
FAILED TO
CONNECT
Connection failed
Retry connection process. If still fails, replace
the Jet Spindle battery
FAILED TO
DISCONNECT
Disconnection failed
Retry disconnection process. If still fails, replace
the Jet Spindle battery
LOW BATTERY Battery is low on power Replace the battery
5.2 Spindle Shaft Does Not Rotate or RPM Not Corresponding To
Coolant Pressure
May Result In “Low RPM” Message.
1. Check coolant pressure in the system.
2. Check spindle inlet is clear.
3. Run coolant through the Jet Spindle for 5 minutes while idle.
4. If issue persists - call for technical assistance.
5.3 Spindle Not Used Within the Past Month
Before working with an HSM Jet Spindle that has not been recently operated, rst assemble it on
the CNC machine. Then run coolant through the Jet Spindle for 3 to 5 minutes. Ensure that the Jet
Spindle reaches a speed corresponding to the coolant pressure being pumped through it.

HPC HSM Jet Spindle 29
6. New Unit Warranty Summary
New HSM Jet Spindle and Display Unit Warranty Frame.
The manufacturer warrants that its Spindles are to be free from defects in material, design and
workmanship under proper use. Maintenance and service, for a period
commencing from the date of invoice referenced by the Spindle Serial
No., is valid for 300 working hours or until 12 months from the date of
invoice (whichever comes rst).
Warranty Conditions:
• Warranty does not apply to spindles that have been subject to
operator/programmer error (i.e. crashed or improper preventative
maintenance, installation errors, and/or contamination).
• Warranty does not apply to spindles that have been repaired, or have
attempted to be repaired by anyone other than a manufacturer authorized representative.
• Warranty does not apply to worn-out bearings.
• Claim of defect must be issued by returning the spindle in its original packaging accompanied by
a written claim form; with an explanation of the malfunction, inclusion of the spindle serial no.
and a copy of the product invoice.
The manufacturer’s liability under this warranty shall be limited to the repair of, or replacement
of, at the manufacturer’s discretion, any part determined to the manufacturer’s satisfaction to
be defective, and which has not been found to have been misused, abused, abnormally used, or
damaged by accident or improper maintenance, altered, or carelessly handled.
Upon determination by the manufacturer that a warranty claim is valid, a refurbished or new spindle
will be shipped as a replacement, on a no charge bases. All spindles repaired under warranty will
remain under the initial warranty timeframe for the balance of the valid warranty period.
Customer shall pay shipping and handling costs for the spindle’s return to the manufacturer’s
premises. Return of the repaired or replacement spindles under warranty shall be sent to the
customer’s premises only, at the expense of the manufacturer.
The manufacturer reserves the right to choose the method of shipment on all replacement parts
supplied under warranty. The customer shall bear all shipping costs related to spindles which are
not under warranty.

HPC HSM Jet Spindle30
Warranty shall not apply to:
• Claims or damage resulting from customer or third party repairs or modications to the product,
or other circumstances beyond the manufacturer’s control.
• Claims or damage due to non-compliance with recommended installation, operation and
maintenance procedures, as specied by the manufacturer, including, without limitation; abuse,
neglect, misuse of the product by the customer, its agents, employees or contractor.
• Damage resulting from operation of product not within the working parameters and working
environment it was designed for.
• Claims or damage resulting from the use of third party replacement parts.
• Any direct or indirect loss, consequential loss, personal injury or damage to property, loss arising
from interruptions or delays in production.
• Claims or damage resulting from buyer’s non-compliance with applicable laws, regulations,
codes or by-laws, and standard industry practices
.
Transfer of Warranty
Spindles are only covered under warranty to the original buyer of the spindle and this warranty is
non-transferable to, and may not be enforced by, any third parties, including, but not limited to;
subsequent buyers, users or assignees of the spindle.
6.1 Repaired/Refurbished Unit Warranty Summary
Repaired/Refurbished HSM Jet Spindle and Display Unit Warranty Frame.
The manufacturer warrants that its repaired / refurbished Spindles are
to be free from defects in material, design and workmanship under
proper use. Maintenance and service of repaired or refurbished units
are referenced by the Spindle Serial No. and is valid for 200 working
hours or until 6 months from the date of invoice (whichever comes rst).
Repair and Refurbishment: HSM Jet Spindle and Display Unit
Warranty Frame
A Spindle that has undergone repair by the manufacturer not within
the warranty cover terms and/or valid timeframe, shall be entitled to a
limited warranty period of 6 months from the invoice date; or 200 working hours (whichever comes
rst) all warranted repairs must be performed by the manufacturer as the sole certied entity.
Using any repair service other than a manufacturer authorized rep, will immediately terminate the
warranty; validity, scope and terms.
Performance on refurbished units:
• Runout up to 5 µm
• Balancing level up to 3 mm/s
The repaired / refurbished spindle warranty is subject to the same restrictions and conditional
terms as equally applied and specied for the “New HSM Jet Spindle and Display Unit
Warranty Frame”.
This warranty document supersedes all and any previous warrant policy information published
by the manufacturer, including warranty assurances and conditions stated in the product User
Manuals. The manufacturer reserves the right to make changes in products or specications at any
time, without prior notice.

HPC HSM Jet Spindle 31
6.2 Activating Warranty Frame
Activate your warranty instantly online by filling out the registration form on the website:
reg.colibri-jet.com. Or scan the QR Code below.
Make sure you have your invoice information on hand.
Registering your product not only activates the warranty but also allows you to receive many
important product support features:
• Product ATP
• Online Training & Documentation
• Product Management Interface
• Help & Technical Support Services
6.3 Customer Service After Purchase
After the HSM Jet Spindle was purchased from an authorized Colibri sales representative: Whenever
a malfunction cannot be resolved by the solutions mentioned in the troubleshooting section, you
are requested to consult your authorized sales representative for further assistance or instructions.
The unit should not be returned before receiving written approval from your authorized sales
representative. The serial number for the unit must be indicated on your claim form (you can nd
this information on the spindle housing).
We hope this information will be helpful. Our goal is to provide the best possible service to
our customers.

TJS-HPC-UM01A-07-2018
USER MANUAL
High Pressure Coolant HSM Jet Spindle TJS-HPC
